 Français
Français English
English Español
Español Português
Português русский
русский 日本語
日本語 Deutsch
Deutsch tiếng Việt
tiếng Việt Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी

Des produits






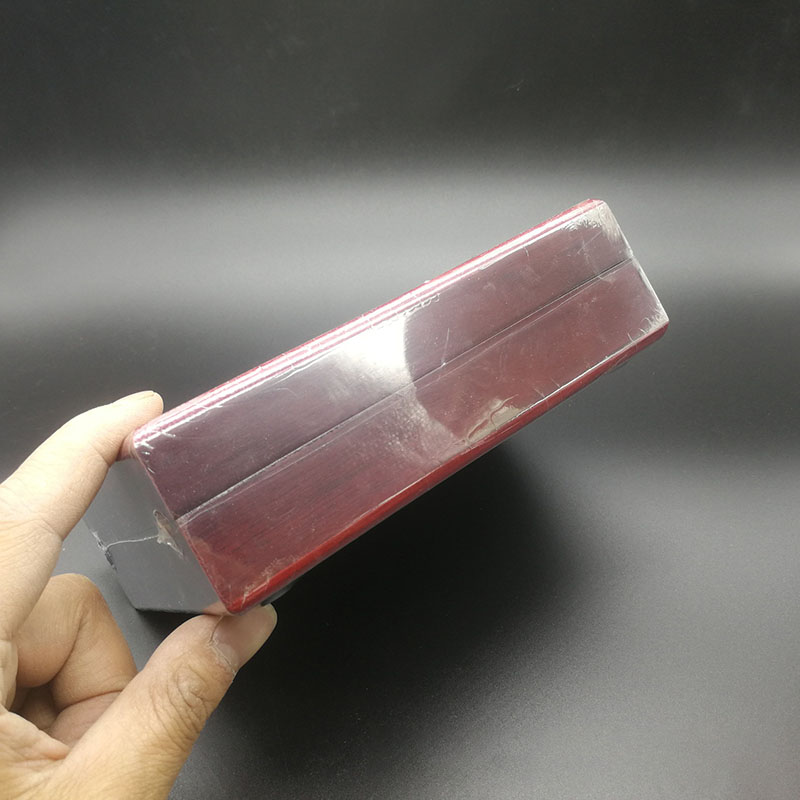

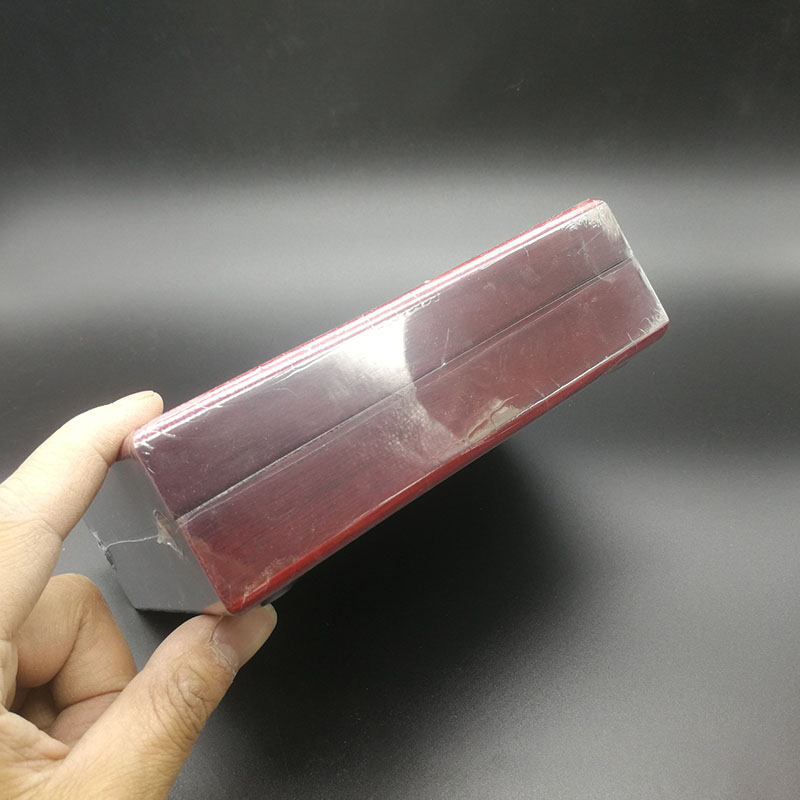
Film rétractable en polyoléfine
Le film rétractable en polyoléfine est devenu une solution d'emballage polyvalente et efficace largement utilisée dans diverses industries. Il est principalement composé de matériaux de polyoléfine, notamment du polyéthylène et du polypropylène, qui confèrent des caractéristiques souhaitables telles que la résistance, la clarté et la stabilité thermique.
envoyer une demande
Description du produit
L'un des principaux attributs du film de rétractation de polyoléfine est son excellente performance de retrait. Lorsqu'il est soumis à la chaleur, le film se rétrécit étroitement autour du produit, fournissant une solution d'emballage sécurisée qui minimise les mouvements et les dommages potentiels pendant le transport et le stockage. Cet ajustement serré améliore non seulement la présentation du produit, mettant en valeur ses caractéristiques par visibilité cristalline, mais agit également comme une barrière à l'humidité et à la poussière, préservant davantage sa qualité.

Le processus de fabrication du film rétractable en polyoléfine implique généralement une combinaison de techniques d'extrusion coulées ou soufflées couplées à des processus d'orientation ultérieurs. En extrusion de moulage, la polyoléfine est fondée et formée en une feuille plate, qui est ensuite refroidie et enroulée en rouleaux. En revanche, l'extrusion soufflée consiste à former un tube à épaisseur contrôlée. Le film est ensuite soumis à une orientation uniaxiale ou biaxiale, ce qui aligne les chaînes de polymère, améliorant les propriétés mécaniques et permettant les caractéristiques de retrait souhaitées. Cette combinaison de processus donne au film de rétractation en polyoléfine son mélange unique de clarté, de ténacité et de capacités d'allongement, ce qui le rend adapté à diverses applications.

Dans le domaine des applications, le film rétractable en polyoléfine est utilisé dans plusieurs secteurs, y compris les emballages alimentaires, les produits pharmaceutiques et les biens de consommation. Dans l'industrie alimentaire, il fournit une excellente barrière contre les facteurs environnementaux, assurant la fraîcheur des produits et la durée de conservation. La flexibilité du film rétractable en polyoléfine permet l'emballage des produits uniques et multipacks, pour accueillir une gamme de tailles et de formes. Dans le secteur pharmaceutique, les caractéristiques de sabotage des films rétractables améliorent la sécurité et la sécurité des produits, tout en maintenant l'intégrité des produits. De plus, son application s'étend aux biens de consommation, où son attrait esthétique et sa durabilité contribuent à la reconnaissance de la marque et à la satisfaction du client.

La durabilité des matériaux d'emballage a attiré une attention importante ces dernières années, et le film rétractable en polyoléfine ne fait pas exception. Bien que traditionnellement vues à travers l'objectif des déchets plastiques, les progrès des technologies de recyclage et le développement de polyoléfines bio-basés ont commencé à atténuer ces préoccupations. Les fabricants se concentrent de plus en plus sur la production de films à la fois durables et recyclables, permettant le changement vers une économie plus circulaire. Le potentiel d'innovation dans ce domaine, comme l'intégration des matériaux compostables ou l'amélioration des programmes de recyclage, est prometteur pour réduire l'empreinte environnementale associée à l'emballage de films rétractable.
En conclusion, le film rétractable en polyoléfine représente une composante cruciale des solutions d'emballage modernes. Ses propriétés de retrait remarquables, combinées à la capacité d'améliorer la visibilité des produits et de se protéger contre les facteurs environnementaux, en font un choix favorisé dans diverses industries. Alors que la demande de solutions d'emballage durables continue d'augmenter, l'évolution du film rétractable de polyoléfine pour englober ces besoins jouera un rôle vital dans la formation de l'avenir de l'emballage. En adoptant l'innovation et la durabilité, le film rétractable en polyoléfine peut continuer à prospérer dans un paysage en constante évolution, répondant à la fois aux attentes des consommateurs et aux responsabilités environnementales.
Balises actives: Film de rétractation en polyoléfine, Chine, fabricants, fournisseurs, usine, gros, personnalisé, bon marché, réduction, qualité, prix bas, prix
Étiquette de produit
Catégorie associée
Film thermorétractable
Film rétractable POF
Film rétractable PET
Film rétractable en PVC
Film rétractable PP
Film rétractable PE
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.








X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy